From one-off to a thousand off-
Our engineering facilities include most of the traditional (no CNC at present) metalworking processes normally found in small engineering companies plus a couple that are maybe less common:-
Drilling & Tapping
Bench/pillar drills including an articulated arm machine with a maximum throat of 2ft./60cm.- capable of drilling a 23mm hole in the middle of something 4ft./120cm wide.Larger holes can be bored out.
Auto-reversing tapping attatchments for the above.
Special purpose air operated drilling machines.
Grinding and linishing
Grinders mostly used for our own toolmaking & sharpening requirements.
Various vertical & horizontal linishers and band grinders for de-burring and surface finishing - often used for pre-polishing operations.
Lapping
24 Flat Lapping Machine - parts to be lapped must fit inside 9.75(247mm) dia. rings.
Milling
Horizontal,Vertical & Turret Milling machines
Presswork/Sheetmetalwork
Various Fly Presses up to no.6A (12/305mm deep throat)
6 ton power press.
Small guillotine,Shears,Folders
Sawing
Cut-off Saws,Bandsaws
Slotting
Slotting attatchment on milling machine
Turning
Conventional & Capstan Lathes up to 17swing x 50 between centres (430mm x 1270mm)
Parts made using the above processes can also be welded together and/or polished if required and we can also handle plating or anodising.
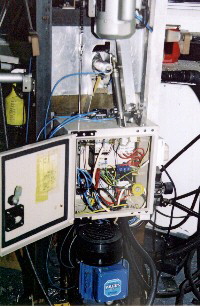
Rear view (showing control box,motors,etc.)of purpose made electrically powered,pneumatically operated,automatic drilling,de-burring,reaming and spot-facing machine designed and built in-house.

Press Tool
for punching multiple holes.
